-
- 产品分类 -
PRODUCT CLASSIFICATION
-
联系我们
CONTACT US
中心孔磨床_中心孔研磨机_内外圆抛光_新乡机床_新乡市宏飞机床制造有限公司
地 址:河南省新乡市牧野区寺庄顶工业园20号
联系人:陈经理
手 机:13937397837
邮 箱:hfjc3866@163.com 751903747@qq.com
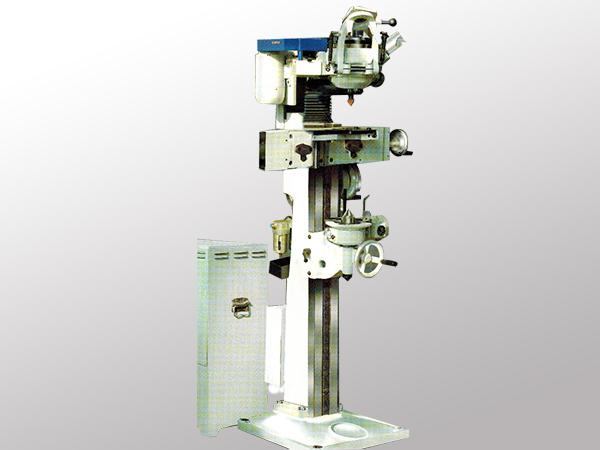
机床总体布局
本机床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成。
关键件:床身导轨、主轴、导轨等均属机床关键件,均要求采用耐磨材料、精密加工。
机床主要结构和传动要求
1、机床床身导轨需要经过多次时效处理,耐磨性好。
2、磨轴部件足由极精密的主轴和轴承组成。并经多次时效、探伤、加工而成,在装配中又进行精心装配和调整,*后能在45000转/分下稳定工作。主轴箱实现进给磨削和退回。
3、工件夹紧机构有自动定心功能。
4、砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行**修整。
5、润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑。
6、机床配置吸尘器,并实现磨削和吸尘同步进行。
7、电气系统
(1)布线整齐,结构合理,散热性强。
(2)电气系统适应机床工作环境。
中心孔切削表面呈交叉网纹
若工件固定磨削轨迹由主轴自转、主轴绕中心孔轴线公转和主轴沿中心孔锥面作往复移动三种运动组成。

砂轮锥面母线修整
摆动式砂轮修整器,金刚笔沿砂轮锥面母线移动同时以与砂轮中心成30°交线为中心进行摆动,以减少修整误差。

工件自动定心

1、磨削时工件可固定亦可旋转
2、可加工旋转体,亦可加工非旋转体
定位方式多种


1、下端中心孔上端外圆定位
2、两端均以中心孔定位
3、工件三爪式定位
技术规格 | 2M8015×1000 | 2M8015×2000 | 2M8015×3000 |
工件夹持直径(mm) | 8~150 | ||
工件长度(mm) | 50~1000 | 50~2000 | 50~3000 |
中心孔锥角 | 60° | ||
中心孔锥面*大直径(mm) | 60 | ||
中心孔导孔*小直径(mm) | 1.5 | ||
工件*大重量(kg) | 100 | ||
主轴转速(r/min) | 45000×22500×13000 | ||
公转转速(r/min) | 400 | ||
工件转速(r/min) | 50 | ||
砂轮往复运动行程(mm) | 0.75~3 | ||
砂轮直径(mm) | 17/30/50/60 | ||
主运动电机转速与功率(r/min,kw) | 2800;0.25 | ||
公转运动电机转速与功率(r/min,kw) | 750;0.12 | ||
工件转动电机转速与功率(r/min,kw) | 1400;0.12 | ||
吸尘器电机转速与功率(r/min,kw) | 2800;1.1 | ||
外型尺寸(长*宽*高)mm | 760×860×1750 | 760×860×2750 | 760×860×3700 |
重量(kg) | 600 | 700 | 750 |
| 工作精度 | 2M8015×1000 | 2M8015×2000 | 2M8015×3000 |
中心孔锥角偏差 | 60°-4′ | ||
中心孔径向跳动(mm) | 0.0025 | ||
中心孔锥面表面粗糙度(μm) | Ra0.8 | ||